Forskjellen mellom robotlasersveising og gassbeskyttet sveising
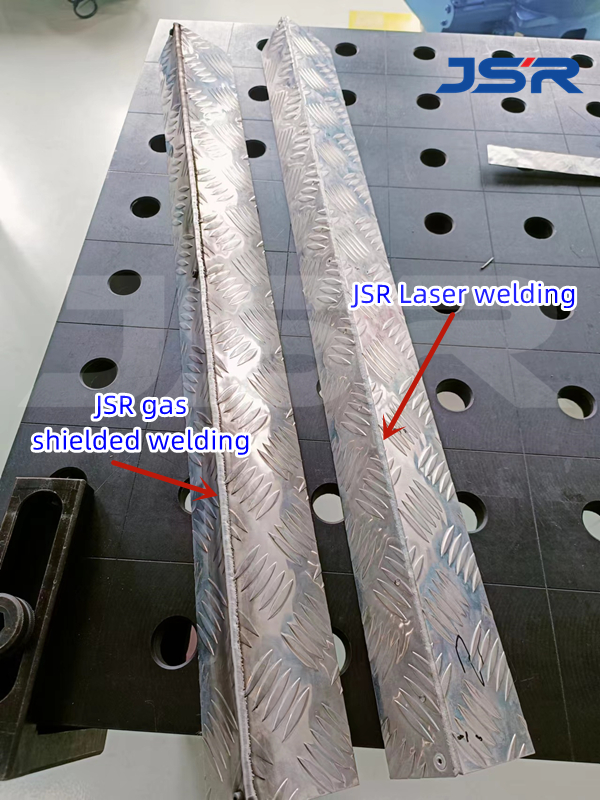
Robotbasert lasersveising og gassskjermet sveising er de to vanligste sveiseteknologiene. De har alle sine egne fordeler og anvendelige scenarier i industriell produksjon. Når JSR behandler aluminiumstenger sendt av australske kunder, bruker de disse to metodene for sveisetesting. Følgende er en sammenligning av sveiseeffektene til aluminiumstengene, som vist i figuren:
Hva er lasersveising?
Robotbasert lasersveising: Laserstrålen brukes til å varme opp sveisesømmen til smeltet tilstand, og høypresisjonssveising oppnås gjennom nøyaktig posisjonering av lasersveisehodet.
Hva er gassbeskyttet sveising?
Gassbeskyttet sveising: En sveisepistol brukes til å generere høye temperaturer gjennom en elektrisk lysbue, noe som får sveisematerialet til å smelte mens sveiseområdet er beskyttet mot oksygen og andre eksterne forurensninger av en beskyttelsesgass (vanligvis en inert gass).
https://youtube.com/shorts/Hfyqm0_tJ6c
Robotlasersveising VS gassbeskyttet sveising
1. Gjeldende materialer:
• Robotlasersveising: Mer egnet for tynnere materialer, som rustfritt stål, aluminiumslegering osv.
• Robotgassbeskyttet sveising: Har bredere bruksområder på tykkere metallplater, inkludert stål.
2. Sveisehastighet:
• Robotbasert lasersveising: Sveisehastigheten er vanligvis raskere og egnet for produksjonsmiljøer med høyt volum. Arbeidsstykkets sveisehastighet for JSR-kunder er 20 mm/s.
• Gassbeskyttet sveising: Sveisehastigheten er generelt lavere enn lasersveising, men det er fortsatt et viktig valg for noen spesielle arbeidsstykker og scener med høyere krav. Arbeidsstykkets sveisehastighet på bildet er 8,33 mm/s.
3. Presisjon og kontroll:
• Robotlasersveising: Lasersveising stiller høye krav til produktene. Hvis det er hull i skjøtene, vil det påvirke lasersveisingen. Den har høy grad av presisjon og kontrollerbarhet, og er egnet for anledninger som krever ekstremt høy sveisekvalitet.
• Gassbeskyttet sveising: Den har høy feiltoleranse for produkter og kan sveises selv om det er hull i produktskjøtingen. Nøyaktigheten er litt lavere enn lasersveising, men den kan fortsatt brukes i noen applikasjoner med løsere krav.
4. Sveiseeffekt:
• Robotbasert lasersveising: På grunn av den lille varmetilførselen har lasersveising mindre termisk påvirkning på arbeidsstykket, og sveisesømmen har et flatt og glatt utseende.
• Gassbeskyttet sveising: På grunn av den høye sveisetemperaturen er sveiseoverflaten lett å bule ut, så den er egnet for arbeidsstykker som krever polering.
Valget av robotlasersveising eller gassskjermet sveising avhenger av spesifikke produksjonsbehov, inkludert hensyn til materialer, krav til sveisekvalitet, produksjonseffektivitet, oppfølgingsprosessering osv. I noen tilfeller kan de to også brukes sammen for å utnytte sine respektive fordeler fullt ut.
Publisert: 23. januar 2024
